

A hidraulikus henger névleges nyomása nincs önkényesen beállítva. A hengercső anyagának folyáshatára, a falvastagság szerkezete és a tömítések teherbírása alapján átfogóan számítják ki. A szabványos általános modellek névleges nyomása 16 MPa az alap tervezési érték.
Ez a paraméter megfelel a hagyományos szénacél hengerhengerek, a szabványos poliuretán tömítések és a hagyományos vezetőszerkezetek biztonságos teherbírásának, valamint az építőipari gépek és pótkocsik hidraulikus rendszereinek leggyakoribb kiválasztási szabványaként szolgál. A tényleges üzemben a pillanatnyi ütőnyomás rövid időre meghaladhatja a névleges nyomást, míg a hosszú távú folyamatos üzemi nyomás nem haladhatja meg a névleges érték 85%-át. Ez a tervezési alapelv a belső szivárgás, a tömítés felgyorsult öregedésének és a hengercső deformációjának elkerülésére.
Hosszú távú túlnyomásos körülmények között a hengercső belső fala enyhe rugalmas deformációt okoz, és a vezetőhüvely és a dugattyúrúd közötti illeszkedő rés eltolódik, károsítva az eredeti 0,02–0,03 mm-es pontos tűréshatárt.
A megnövelt rés hatására a hidraulikaolaj oldalirányú áramlása felerősödik, és a dugattyúgyűrű egyenetlen erőt visel, ami fokozatos részleges kopáshoz vezet. A későbbi szakaszban olyan gyakori hibák lépnek fel, mint a belső szivárgás, az elégtelen emelőerő és a gyors teherlepedés, amelyek szintén fő okai a helyszíni berendezések gyakori hidraulikus meghibásodásának.
A 20 ℃ és 30 ℃ közötti környezeti hőmérséklet az optimális illeszkedési tartomány a tömítési anyagok tervezéséhez. A poliuretán és nitril gumi tömítések szabványos keménységi, rugalmas kompressziós és olajállósági értékeket tartanak fenn.
Ilyen körülmények között a tömítőajak egyenletesen illeszkedik a henger falához, és állandó előfeszítést tart, így hosszú ideig stabil olajtömítési teljesítményt tart fenn rendellenes kopás és deformáció nélkül.
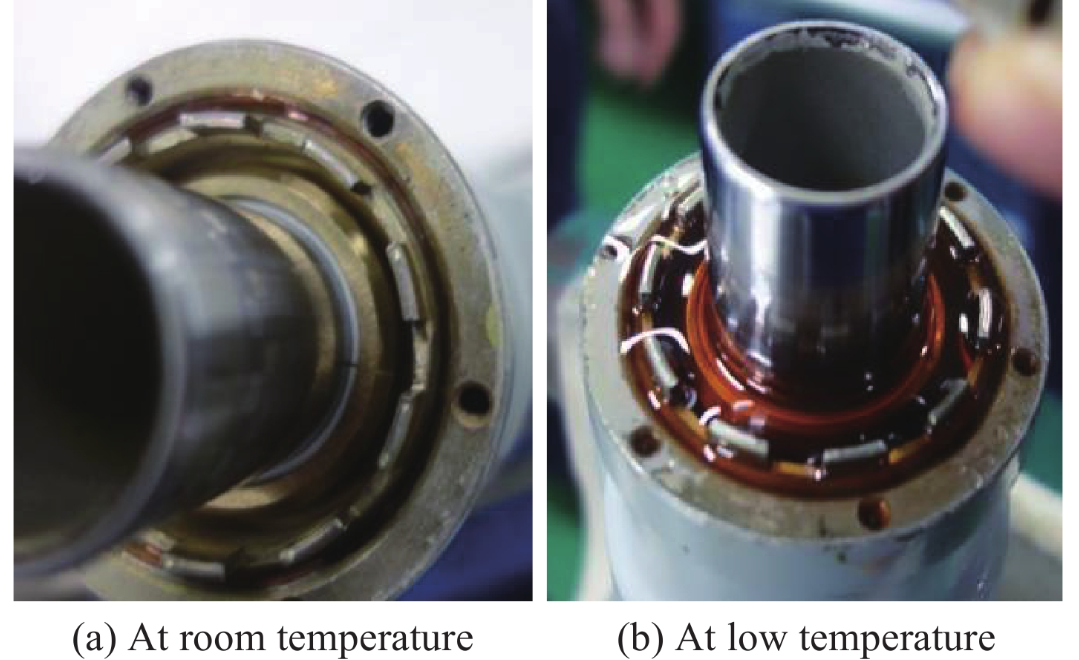
Ha a hőmérséklet -15 ℃ alá csökken, a tömítőanyagok molekuláris aktivitása csökken, és nagyobb keménység és kisebb szívósság. A tömítőajak illeszkedési rugalmassága romlik, és nem tudja adaptívan kompenzálni az apró hézagokat, ami az alacsony hőmérsékletű szivárgás fő oka.
A 40 ℃ feletti hosszú távú működés felgyorsítja a hidraulikaolaj oxidációját és kolloid szennyeződéseket termel. Eközben a tömítések gyorsabban öregszenek és megkeményednek csökkentett rugalmasság mellett, ami fokozatos, folyamatos enyhe szivárgást okoz, és befolyásolja az általános működési stabilitást.
A dugattyúrudak kemény krómozása szabványos ipari védelmi eljárás. A formális tömeggyártású termékeknél a bevonat vastagsága szigorúan 0,08–0,12 mm között van szabályozva.
A túl vékony bevonat nem biztosít megfelelő ellenállást a homok súrlódásával és korróziójával szemben, ami rövid időn belül karcolásokat és rozsdafoltokat eredményez kültéri munkakörülmények között. A túl vastag bevonat növeli a belső felületi feszültséget és leválást, károsítja a felület simaságát és felgyorsítja a tömítés kopását.

A kész dugattyúrudak felületi érdességét Ra0,2–Ra0,4 μm között szabályozzuk. Ez a pontosság megfelel az alacsony súrlódású teleszkópos mozgás követelményeinek, és elkerüli a tömítőajak megkarcolódását, amelyet a felületen lévő mikrosorja okoz.
A túl nagy érdesség folyamatosan koptatja a tömítést a mikroszkopikus kiemelkedések miatt; míg a túl sima felület csökkenti az olajtároló kapacitást és megnehezíti a stabil olajfilm kialakítását, növelve a száraz súrlódás kockázatát és lerövidíti a tömítőelemek élettartamát.
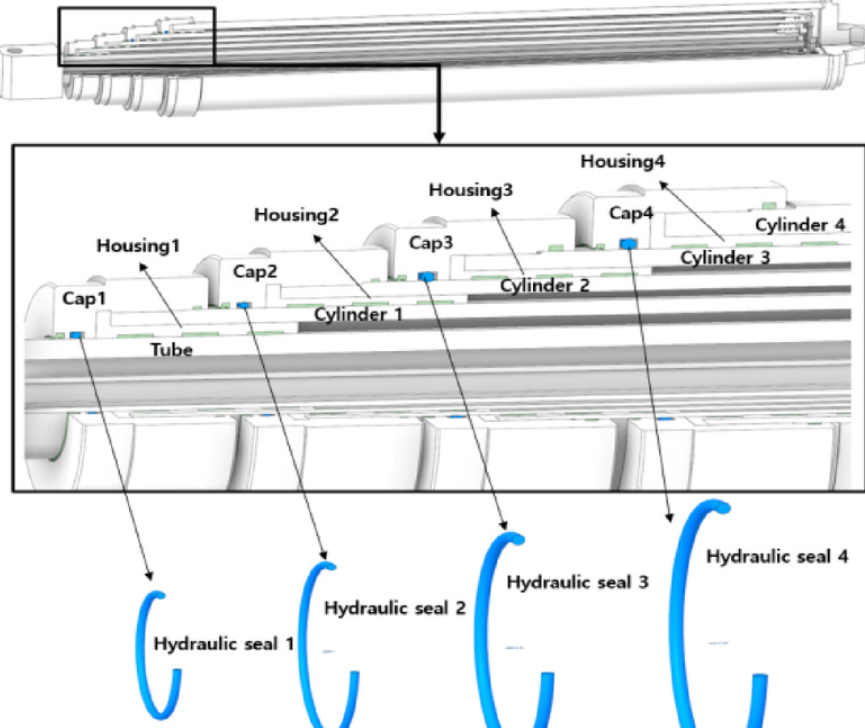
A többfokozatú hidraulikus hengerek szerkezeti különbségei vannak a löketben, a hatásos hatóterületben és az egyes fokozatokban az olajjárat átmérőjében. A szinkron optimalizálás nélküli modellek pozícióeltérést okoznak teljes löketű teleszkópos működés közben.
A megmunkálási koaxialitás, a vezetőhüvely-hézag és az olajáram-eloszlás három alapvető folyamattényező, amelyek meghatározzák a többlépcsős hengerek szinkronizálási pontosságát.
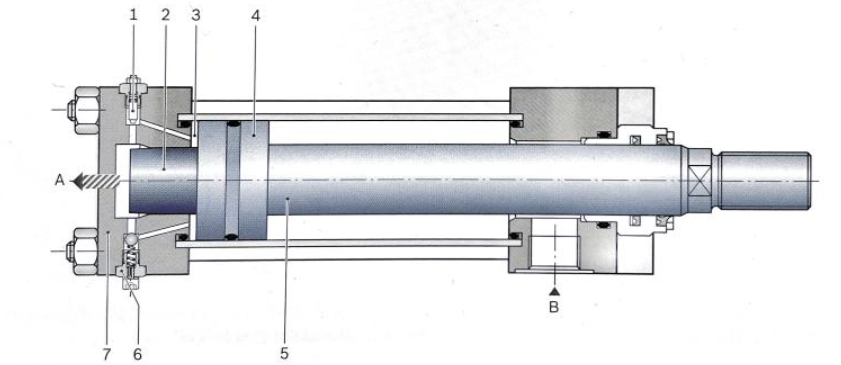
Beépített puffer fojtószelep szerkezetek mindkét végénhidraulikus hengerekcsökkenti a hidraulikaolaj áramlási sebességét a löket végén a fojtószelep-nyílások csillapító hatása révén, elkerülve a merev ütközést a dugattyú és a végfedél között.
Az ésszerű pufferkialakítás gyengíti a start-stop hatást, csökkenti a berendezés általános vibrációját és csökkenti a hegesztési varratok és a rögzítőkeretek kifáradási okozta károsodását. Különösen alkalmas nagyfrekvenciás start-stop forgatókönyvekhez, mint például járműre szerelt emelők, kikötői gépek és mezőgazdasági nehézgépek.
Az ipari precíziós összeszerelési szabványban a vezetőhüvely és a dugattyúrúd közötti szerelési hézag stabilan 0,02–0,03 mm között van szabályozva.
A túl kicsi hézag elakadást és zökkenőmentes teleszkópos mozgást okoz a hőtágulás miatt, amikor a hőmérséklet emelkedik; A túlzott hézag növeli a dugattyúrúd radiális rázkódását, ami koncentrált excentrikus terheléshez és egyoldalú kopáshoz vezet, így lerövidíti a teljes karbantartási ciklust.
A hengerhenger, a végburkolat, a vezetőhüvely és a dugattyúrúd összeszerelési koaxialitása kulcsfontosságú szabályozási pont a gyártásban és az összeszerelésben.
A túlzott koaxiális eltéréssel rendelkező hidraulikus hengerek hosszú ideig excentrikus erő hatására működnek, ami nagymértékben növeli az egyoldalú tömítéskopás és a hengerfal helyi karcolódásának valószínűségét. Ez egyben fontos műszaki oka az azonos specifikációjú termékek nyilvánvaló élettartam-különbségeinek.



